Why Do LSR Overmolded Seals Lose Compression Force After Heat Aging?
- Share
- publisher
- siliconeplus
- Issue Time
- Jul 15,2026
Summary
LSR overmolded seals may pass initial assembly and leak testing but lose sealing force after heat aging or long-term compression. This guide explains how compression set, material grade, seal geometry, tolerance, curing, substrate deformation, bonding, chemical exposure and production consistency affect long-term sealing performance.

Introduction
An LSR overmolded seal may pass dimensional inspection, assembly testing, and an initial waterproof or air-leak test, but fail after heat aging, long-term compression, thermal cycling, or extended service.
The silicone may still look complete. There may be no visible tear, flash, or bonding separation. However, once the assembly is opened, the sealing lip may not fully recover to its original shape.
This is one reason waterproof silicone seals can pass initial assembly but fail later reliability testing.
This loss of recovery is often related to compression set.
Compression set is not simply a material specification on a data sheet. In an actual overmolded component, long-term sealing performance is also affected by seal geometry, compression ratio, wall thickness, substrate tolerance, insert deformation, curing conditions, bonding stress, assembly force, chemical exposure, and production consistency.
For automotive connectors, electronic housings, medical devices, sensors, wearable products, and industrial equipment, the critical question is not only:
“Can the seal pass the first test?”
The more important question is:
“Can the seal maintain sufficient contact pressure after temperature exposure and long-term compression?”
Answer Excerpt
LSR overmolded seals can lose compression force after heat aging when the silicone does not recover sufficiently after being held under deformation.
This may be caused by unsuitable material compression-set performance, excessive compression, high operating temperature, unstable curing, poor seal geometry, uneven wall thickness, tolerance stack-up, substrate deformation, bonding-edge stress, chemical exposure, or inconsistent production conditions.
A seal can pass an initial waterproof test but fail later because the sealing contact pressure gradually decreases. Reliable long-term sealing requires the material, overmolded structure, groove, substrate, assembly and test conditions to be evaluated as one complete system.
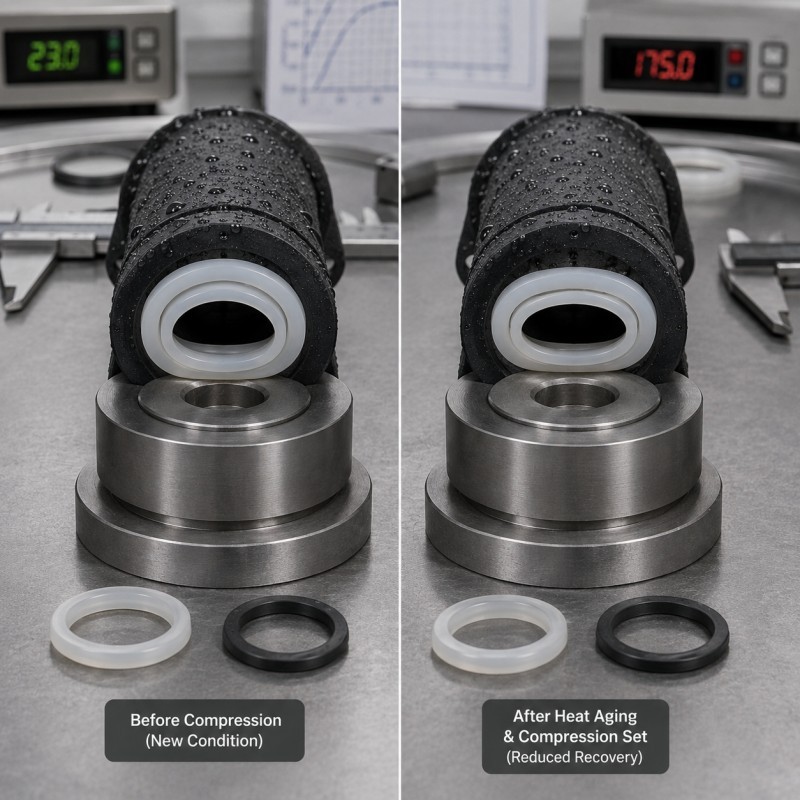
1. What Is Compression Set in an LSR Seal?
Compression set describes how much permanent deformation remains after a silicone material has been compressed for a defined period and then released.
A silicone seal is expected to deform during assembly. That deformation creates contact pressure against the mating surface and helps block water, dust, air or other contaminants.
After the compression force is removed, the silicone should recover toward its original shape.
When recovery is poor, the seal remains partially flattened. The next time it is assembled—or when the housing expands and contracts during service—the seal may no longer create enough contact pressure.
In general:
- Lower compression set indicates better recovery under the defined test condition.
- Higher compression set indicates more permanent deformation.
- Test temperature and duration strongly affect the result.
- Material data must be interpreted together with the actual product structure.
A standard material test specimen cannot fully represent a thin sealing lip molded around a plastic, metal, FPC or electronic insert.
2. Why Can a Seal Pass the First Test but Fail Later?
Immediately after assembly, the silicone may still have enough elasticity and contact pressure to pass testing.
However, during long-term use, the seal may experience:
- Constant compression
- Elevated temperature
- Thermal cycling
- Vibration
- Housing movement
- Chemical exposure
- Humidity
- Repeated assembly
- Pressure changes
- Material aging
These conditions can gradually reduce recovery and sealing force.
The seal may therefore pass:
- Initial air-leak testing
- Short-term immersion
- First-article inspection
- Sample assembly
But later fail:
- Heat-aging validation
- Temperature cycling
- Long-term pressure testing
- Repeated opening and closing
- Vehicle or equipment life testing
- Production reliability testing
Initial performance and long-term performance should be treated as two different validation stages.
3. Excessive Compression Accelerates Permanent Deformation
More compression does not automatically create a more reliable seal.
When the silicone is compressed beyond the stable range of the design, it may experience excessive internal strain.
Possible results include:
- Permanent flattening
- Sealing-lip rolling
- Material being pushed out of the groove
- Higher assembly force
- Plastic housing deformation
- Bonding-edge stress
- Reduced recovery
- Earlier leakage after aging
Excessive compression may create excellent initial test results because the contact pressure is high.
However, the same design may lose sealing force faster during prolonged heat exposure.
Compression should be selected according to:
- Silicone material
- Hardness
- Seal geometry
- Groove depth
- Lip height
- Mating-surface flatness
- Housing rigidity
- Assembly force
- Operating temperature
- Expected service life
The target should be controlled and repeatable compression—not maximum compression.
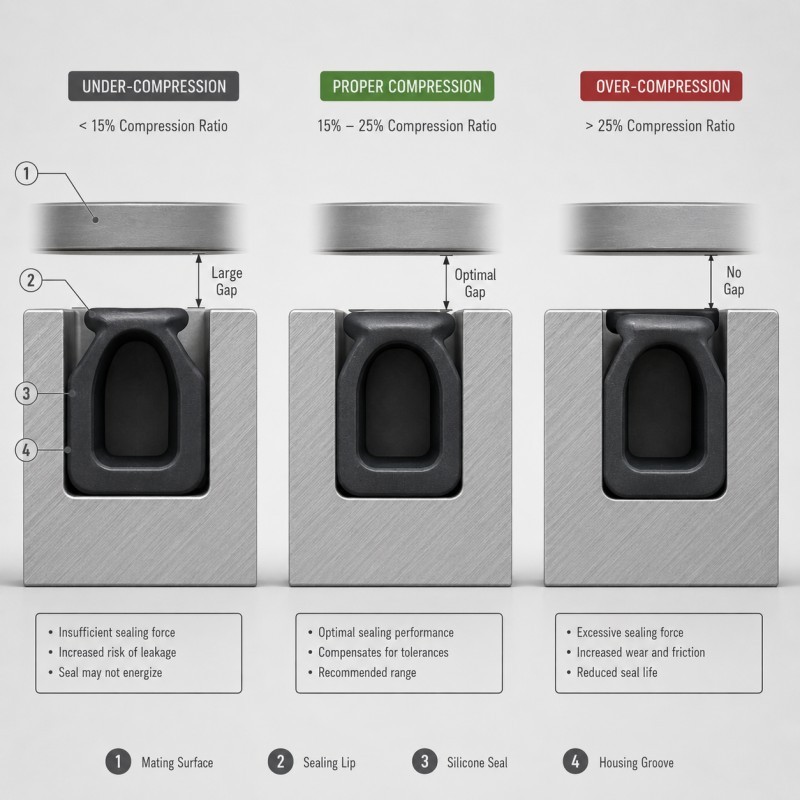
4. Insufficient Compression Also Creates Long-Term Risk
A seal with low compression may already be close to the minimum required contact pressure.
It may pass an initial test under ideal conditions but fail after a small amount of material relaxation or dimensional change.
Insufficient compression can result from:
- Seal height being too low
- Groove depth being too large
- Housing gap being too wide
- Insert position being unstable
- Mold shrinkage variation
- Plastic warpage
- Local surface unevenness
- Assembly fixture variation
After heat aging, even a small loss of seal recovery may reduce contact pressure below the functional limit.
This is why the design should be checked under minimum, nominal and maximum tolerance conditions.
5. Heat Aging Changes the Sealing System
Elevated temperature can affect more than the silicone.
During heat aging, the complete assembly may experience:
- Silicone relaxation
- Plastic expansion or deformation
- Metal expansion
- Housing movement
- Bonding stress
- Change in assembly force
- Material hardening or softening
- Chemical interaction
- Moisture loss or absorption in other materials
The silicone and substrate do not necessarily expand or recover at the same rate.
For silicone over plastic components, a plastic housing may soften or change flatness while the silicone remains compressed.
For silicone over metal components, the difference in thermal expansion can place stress around the bonding interface or sealing path.
The validation should therefore use the actual assembled structure rather than evaluating only a separate silicone sample.
6. Hardness Is Not the Same as Compression-Set Performance
Silicone hardness and compression set describe different characteristics.
Hardness indicates how resistant the material is to indentation or deformation at a given moment.
Compression set describes how well the material recovers after being compressed for a defined time and temperature.
A softer LSR is not automatically better for long-term sealing.
A softer material may:
- Compress easily
- Conform to surface variation
- Reduce assembly force
But it may also:
- Deform excessively
- Roll during assembly
- Move out of position
- Lose structural support
A harder material may:
- Maintain its geometry better
- Improve handling and positioning
- Resist local deformation
But it may also:
- Require higher assembly force
- Provide insufficient conformity
- Increase stress around thin sealing lips
Material selection should consider hardness, compression set, tear strength, temperature resistance, bonding performance, geometry and application environment together.
7. Material Grade Must Match the Real Service Conditions
Not every LSR formulation provides the same long-term sealing performance.
Material selection may need to consider:
- Continuous operating temperature
- Peak temperature
- Compression duration
- Thermal-cycle range
- Oil exposure
- Coolant exposure
- Cleaning agents
- Sweat or skin contact
- Outdoor weathering
- Sterilization
- Electrical requirements
- Medical or food-contact requirements
- Bonding compatibility
A general-purpose LSR may perform well in a room-temperature consumer product but may not be the best choice for an automotive connector near a heat source.
Similarly, a material selected mainly for transparency, softness or appearance may not provide the preferred recovery under long-term compression.
The real operating environment should be confirmed before tooling and material approval.
8. Sealing-Lip Geometry Controls How the Material Deforms
The same LSR material can perform very differently in different sealing structures.
Engineers should review the complete waterproof silicone seal design together with compression, groove geometry and assembly tolerance.
Important geometry factors include:
- Lip height
- Lip width
- Contact angle
- Root thickness
- Bending radius
- Groove support
- Compression direction
- Sealing-path continuity
- Distance from the insert edge
- Distance from the parting line
A thin unsupported lip may fold instead of compressing.
A thick flat sealing surface may require excessive force and create greater permanent deformation.
A sharp lip root can concentrate stress and weaken recovery after repeated cycling.
A stable sealing structure should distribute deformation through the intended area instead of forcing one narrow section to carry all the compression.
9. Uneven Wall Thickness Creates Uneven Recovery
Overmolded seals often contain areas with different silicone thicknesses.
For example:
- A sealing lip may be thin.
- A bonding section may be thick.
- A corner may contain additional material.
- A cable exit may have a thick strain-relief area.
- A plastic insert may create uneven flow space.
Thick and thin silicone sections may cure, cool and deform differently.
Possible results include:
- Uneven recovery
- Local hardness differences
- Internal stress
- Dimensional variation
- Slow curing in thick areas
- Thin-area tearing
- Distorted sealing lips
- Inconsistent contact pressure
Wall-thickness transitions should be reviewed during DFM and mold-flow planning.
Changing the geometry may improve long-term performance more effectively than simply selecting a harder material.
10. Tolerance Stack-Up Determines the Real Compression
The silicone seal drawing cannot be reviewed separately from the mating parts.
Actual compression may depend on:
- Molded silicone height
- Groove depth
- Plastic housing tolerance
- Metal insert tolerance
- FPC position
- Screw location
- Housing flatness
- Assembly gap
- Mold shrinkage
- Insert-loading position
- Fastening force
Every component can pass its individual inspection but still create an unfavorable assembled condition.
For example:
- Minimum silicone height plus maximum groove depth may create insufficient compression.
- Maximum silicone height plus minimum groove depth may create excessive compression.
- Insert offset may cause one side to be compressed more than the other.
A long-term sealing design should evaluate worst-case tolerance combinations, not only nominal dimensions.
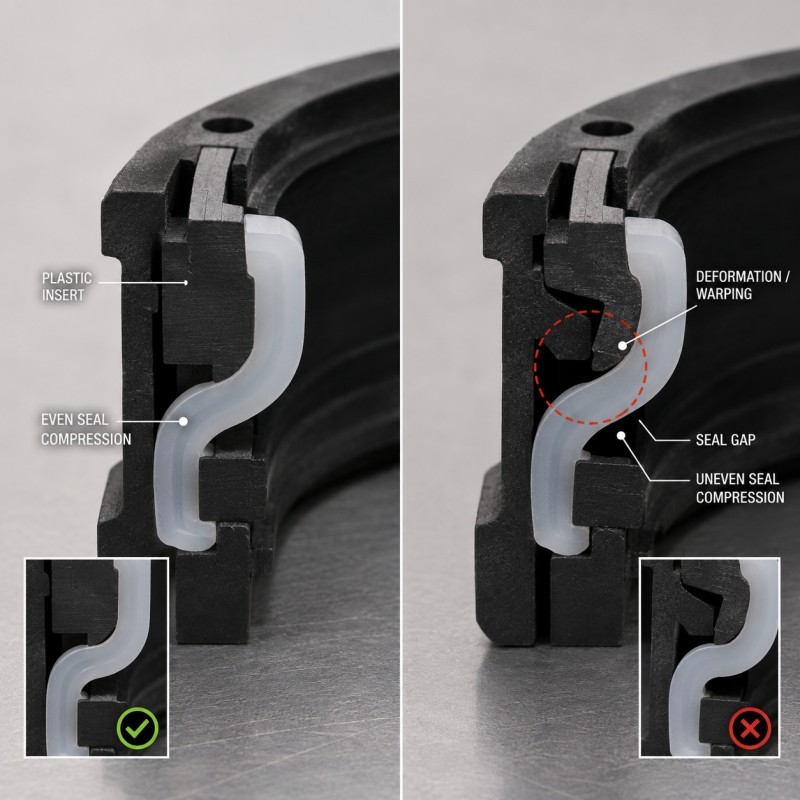
11. Plastic Insert Deformation Can Reduce Sealing Force
In silicone over plastic projects, the plastic insert may deform during molding, assembly or heat aging.
Possible causes include:
- Plastic temperature resistance
- Thin-wall design
- Residual molding stress
- Insufficient mold support
- Silicone injection pressure
- Uneven overmolding thickness
- Screw tightening
- Packaging pressure
- Thermal cycling
Even a small change in flatness can alter the sealing gap.
One area may become over-compressed while another area loses contact pressure.
For heat-aging projects, engineers should review:
- Exact plastic grade
- Insert wall thickness
- Insert flatness
- Mold support
- Assembly structure
- Thermal exposure
- Dimensional change before and after aging
The substrate must remain stable enough to support the silicone seal throughout the product life.
12. Bonding Stress Can Affect Seal Recovery
In an overmolded component, the silicone may be chemically bonded, mechanically locked or wrapped around the substrate.
If the sealing structure is located close to the bonding boundary, compression can place repeated stress on the interface.
Possible risks include:
- Edge lifting
- Local delamination
- Silicone stretching near the insert
- Uneven recovery
- Water entering through the bonding interface
- Cracks around mechanical locking features
- Stress after thermal expansion
A seal may still appear compressed correctly against the housing but leak through the silicone-to-substrate interface.
The bonding area and sealing path should therefore be reviewed separately.
For demanding projects, validation may include:
- Peel or pull testing
- Edge-lifting inspection
- Heat aging
- Thermal cycling
- Water or air-leak testing
- Cross-section inspection
- Repeated compression testing
13. Curing Conditions Affect Long-Term Recovery
LSR curing must be controlled through stable mixing, temperature and cycle conditions.
Unstable curing may lead to:
- Different hardness between batches
- Poor recovery
- Surface variation
- Incomplete mechanical performance
- Dimensional instability
- Bonding variation
- Increased compression set
Important process variables include:
- A/B material ratio
- Mixing quality
- Mold temperature
- Curing time
- Product thickness
- Insert temperature
- Cycle stability
- Material storage
- Post-curing, when required
A part may look acceptable immediately after molding but still have unstable long-term properties if curing is not consistent.
Production approval should therefore include process records and repeatability checks, not only visual inspection.
14. Chemical Exposure May Reduce Sealing Performance
LSR seals may contact substances such as:
- Automotive oils
- Coolants
- Cleaning agents
- Disinfectants
- Sweat
- Skin oils
- Cosmetics
- Detergents
- Industrial fluids
- Saltwater
Chemical exposure can affect material volume, surface condition, hardness, recovery or bonding.
A seal that performs well after dry heat aging may behave differently after simultaneous temperature and chemical exposure.
Validation conditions should reflect the actual product environment.
If the product will contact a specific fluid, the buyer should provide:
- Fluid name
- Concentration
- Temperature
- Contact duration
- Pressure
- Cleaning frequency
- Acceptance standard
Generic statements such as “chemical resistant” are not enough for a critical sealing project.
15. Assembly and Storage Can Preload the Seal
Compression begins when the product is assembled—not when the laboratory test begins.
A seal may already have been compressed during:
- Factory assembly
- Packaging
- Warehouse storage
- Transportation
- Customer inventory
- Installation
If the product remains tightly assembled for several months before use, that time may contribute to compression relaxation.
Packaging may also deform an exposed sealing lip or place pressure on one area.
The project team should define:
- When compression begins
- Storage temperature
- Shipping condition
- Assembly duration before testing
- Whether the product is stored assembled
- Whether the seal is replaced after disassembly
These details are particularly important for long-life automotive, industrial and medical products.
16. Production Variation Can Hide Behind an Approved Sample
A carefully prepared sample may pass heat-aging testing, but mass production introduces more variables.
These include:
- Multiple mold cavities
- Different material batches
- Insert variation
- Operator changes
- Mold-temperature variation
- Longer production runs
- Tool wear
- Different assembly fixtures
- Packaging variation
- Inspection sampling
If the design has very little sealing margin, normal production variation may cause some parts to fail.
Pilot production should therefore evaluate:
- Cavity-to-cavity dimensions
- Seal-height variation
- Hardness consistency
- Insert position
- Bonding condition
- Assembly force
- Initial leak performance
- Performance after aging
The goal is not to prove that one part can pass. The goal is to prove that the process can repeatedly produce parts that pass.
17. How Should Compression-Set Failure Be Investigated?
When a seal loses compression force after aging, use a controlled investigation.
A practical sequence is:
- Confirm the exact aging temperature and duration.
- Record the assembly condition before aging.
- Identify the leakage or low-contact area.
- Measure seal height before assembly.
- Measure groove and mating-component dimensions.
- Review minimum and maximum compression.
- Measure the seal after disassembly and recovery.
- Compare passing and failing samples.
- Check silicone hardness and material batch.
- Inspect for lip rolling, tearing or edge lifting.
- Check plastic or metal substrate deformation.
- Review curing and molding records.
- Compare mold cavities.
- Repeat testing under controlled conditions.
- Separate material, geometry, tolerance and assembly variables.
Changing the silicone hardness, groove depth and curing conditions at the same time may make the root cause more difficult to identify.

18. What Should Be Validated Before Mass Production?
Before approving an LSR overmolded seal, buyers and manufacturers should confirm:
- Silicone material grade
- Hardness range
- Compression-set requirement
- Operating temperature
- Aging temperature and duration
- Seal geometry
- Seal height and thickness
- Groove dimensions
- Compression range
- Tolerance stack-up
- Insert material
- Insert flatness
- Bonding method
- Assembly procedure
- Fastening torque or force
- Chemical exposure
- Initial leak-test method
- Post-aging leak-test method
- Recovery time before measurement
- Pilot-production consistency
- Packaging and storage conditions
- Inspection records and traceability
The test specification should clearly define whether acceptance is based on material deformation, final product leakage, dimensional recovery or a combination of these.
How SiliconePlus Supports Long-Term LSR Sealing Projects
SiliconePlus provides custom liquid silicone injection molding and silicone overmolding services for sealing components used in automotive electronics, sensors, consumer electronics, medical devices, wearable products, beauty devices and industrial equipment.
Our capabilities include:
- DFM and drawing review
- LSR material and hardness evaluation
- Compression-structure review
- Silicone over plastic
- Silicone over metal
- FPC silicone overmolding
- Insert-positioning design
- Precision mold development
- Sealing-lip and groove review
- Bonding and mechanical-locking evaluation
- Sample and pilot production
- Dimensional inspection
- Waterproof and air-leak test coordination
- Heat-aging and environmental-test coordination
- OEM/ODM mass production
With more than 25 years of silicone manufacturing experience, a production base of more than 6,000 square meters and an engineering and production team of more than 100 people, SiliconePlus supports custom projects from DFM review and tooling to sampling, testing and stable batch production.
For long-term sealing projects, our team reviews the complete assembly rather than evaluating only the silicone material.
This includes the substrate, silicone structure, compression space, tolerance, mold, bonding interface, assembly method, aging conditions and production consistency.

What Information Should Buyers Send for Evaluation?
To evaluate an LSR compression and sealing project, buyers should provide:
- 2D or 3D drawing
- Product or sample photos
- Silicone material requirement
- Target hardness
- Plastic, metal, FPC or cable material
- Seal geometry
- Groove dimensions
- Assembly structure
- Target compression
- Working temperature
- Aging-test conditions
- Chemical exposure
- Waterproof or air-leak requirement
- Known failure information
- Estimated quantity
- Target production schedule
If the product has already failed testing, photos of the seal before and after aging, leakage location, dimensional data and test records can help identify the problem more accurately.
Frequently Asked Questions
Is silicone hardness the same as compression set?
No. Hardness describes resistance to indentation, while compression set describes the remaining deformation after the silicone has been compressed and released under defined conditions.
Does softer LSR always provide better sealing?
No. Softer LSR may conform more easily, but it may also roll, move or deform excessively. The material must match the seal geometry, compression range, assembly and operating conditions.
Why does an LSR seal pass initially but leak after heat aging?
The seal may lose contact pressure because of compression set, excessive compression, substrate deformation, tolerance change, bonding stress, unstable curing or material exposure.
Can plastic deformation be mistaken for silicone compression set?
Yes. If the plastic housing or insert changes shape during heat aging, the sealing gap may increase even when the silicone material remains acceptable.
Should compression set be tested only on a material specimen?
Material testing is useful, but the final overmolded component should also be validated in its actual groove, housing, compression and environmental conditions.
Can LSR overmolding support long-term IP68 sealing?
It may support performance up to IP68 depending on the complete product design, material, compression, tolerance, bonding, assembly and defined test conditions. The assembled product must be validated.
What is needed to investigate a compression-related failure?
Provide drawings, material grade, hardness, substrate material, assembly structure, compression dimensions, aging conditions, leak-test results, defect location and affected sample quantity.
Conclusion
An LSR overmolded seal may pass the first leak test but lose sealing performance after heat aging when it cannot maintain sufficient recovery and contact pressure.
The root cause is not always the silicone material alone.
Compression ratio, sealing-lip geometry, wall thickness, tolerance stack-up, substrate deformation, bonding stress, curing, chemical exposure, assembly, storage and production variation can all affect long-term sealing performance.
The most reliable approach is to evaluate the complete sealing system before tooling and validate it again through samples, heat aging, environmental testing and pilot production.
If you are developing an LSR overmolded seal or investigating sealing-force loss after aging, contact SiliconePlus and send us your drawing, substrate material, silicone requirement, compression structure, test conditions, failure information and estimated quantity. Our team will review the project and provide practical manufacturing recommendations.